The heart of the modern bicycle is the frame.
Unlike most other products, however, the bicycle cannot be distinguished by its components alone. For instance, the vast majority of high-quality racing bicycles are sold with Campagnolo parts (cranks, pedals, brakes, derailleurs, hubs), whether the frame has been built in England, France, Belgium, the United States, or Italy. One of the major subjects of this book is the bicycle frame. Let's take a look at the parts that go into a frame, and consider the advantages and disadvantages of each of these parts.
Main Triangle
There are two basic methods for building the main triangle of a frame: with, or without, Jugs. Generally, lugless frames are found on inexpensive bicycles since it is the least complicated of the two methods of construction. Extremely inexpensive lugless frames are usually made of pipe (unlike a tube which is seamless, a pipe has a seam and is considerably less expensive) and welded together. This method of manufacture is wholly satisfactory when light weight is not important-strength of the joint is accomplished by heavy, thick-gauge pipe, or as some refer to it, welded tubing. This type of design is intended for utility use rather than performance. In some rare instances, high-quality superlight bicycles are constructed without lugs.
These are generally special-purpose bicycles that receive very special assembly and treatment. The vast majority of quality lightweight bicycles are built with lugs.
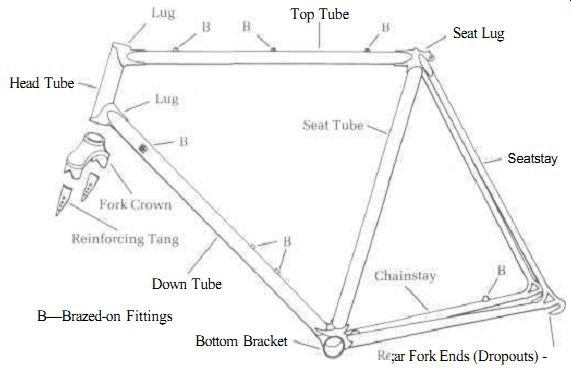
Figure 1-1: The main triangle.
The purpose of the lug is simple. It provides a greatly increased brazing area and the benefit of additional strength without a large weight penalty. The lugs in figure 1-2 are a sample of the lugs available from the Italian firm, Cinelli Cino & C.
There are other manufacturers who also produce a wide variety of styles and designs including Prugnat, Agrati, Hoto, Bocama, ...
Top Tube Lug; Seat Lug; Down Tube Lug
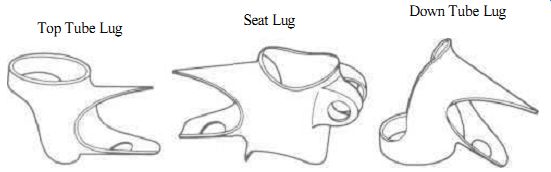
Figure 1-2: Lugs manufactured by the Italian firm, Cinelli Cino & C.
... Nervex, and Haden. All of the frame parts illustrated in this section are from Cinelli Cino & C.
There are two basic methods of steel lug manufacture- pressing and casting. The cast lug is rarely used anymore because it is far more expensive than a pressed lug, and it is virtually impossible to adjust the angle of the lug as required in custom building. Furthermore, it tends to have small perforations caused by the casting process that are difficult to file out, and has inconsistent thickness that increases the possibility of overheating the tube. The cast lug, however, is considered to be the strongest lug available.
The pressed lug is basically a steel pressing which has been formed, welded at the joint, and machined to perfect roundness.
The quality of pressed lugs has increased to the point where they are almost always used because of their adequate strength, reasonable cost, and ease of use. The major lug manufacturers supply them pre-sized for the most popular joint angles. An additional advantage with the pressed lug is its ability to be bent slightly if the builder requires a unique angle because of design specifications. We found that many of the larger frame builders carried an inventory of the popular lugs in several "normal" angles. Some of the smaller builders relied on reshaping their lugs if the frame they were building could not accept the standard 73-degree angles.
The bottom bracket also is available in cast or pressed steel.
Many builders believe that the cast bottom bracket is required in a...
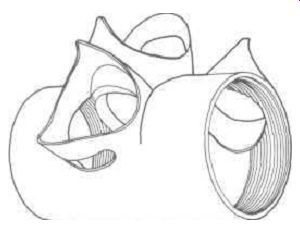
Figure 1-3: Bottom bracket shell in cast steel.
...racing bicycle because of the enormous stresses that occur when pedaling. The cast bottom bracket (figure 1-3 ) is considerably more expensive and it takes much more work to produce an aesthetically pleasing finished product. An additional complication for the builder is the customer's request for various threads (English, French, Swiss, Italian) and widths.
Although the tubing can be joined in the lugs using CO2 welding of oxygen-acetylene, bronze brazing is recommended by the tubing manufacturers and is practiced by most quality builders. Most builders we spoke to used the terms bronze and brass brazing interchangeably. Bronze is relatively easy to use, it's readily available, and it flows at a fairly low temperature with a wide dispersion of heat. Excessive heat during the building process is the number one enemy of the lightweight tube-excess heat makes the tube brittle and prone to early failure. A popular alternative to bronze is a mixture of silver solder, which is used primarily with light-gauge tubing because of high cost and increased need of assembly accuracy. The subject of tubing will be covered in detail in section 2 with a review of the two primary sources of quality bicycle tubes: Reynolds and Columbus. At this point it is important to understand how the frame is built using a set of frame tubes.
A bicycle frame that has been properly brazed is worth much, much more than the component cost of its tubes and lugs because poor building techniques alone will totally eliminate the benefits of using top-quality materials. Unfortunately, if the builder care fully files away his mistakes and does a first-class paint job, it is difficult to tell if the frame has been properly constructed. Before we discuss how to test a finished frame, let's look at the "right way" to build a bicycle.
Assuming top-quality materials are used, the strength of a joint is dependent upon the fit of the components and the proficiency of the person who brazes them together. If the gap between the tube and the lug is too large, too much braze will be required. If the gap is too small, too little braze will be able to enter and insure the strength of the joint. The quality of the lug and the builder's preparation to insure proper tolerances will have a significant effect on the strength of the joint. The importance of the fi t can be best demonstrated when silver braze is used. The properties of silver require that the gap between tubes and lug not exceed .003 inch to insure a strong joint!
One prime difference between most production frames and a ...
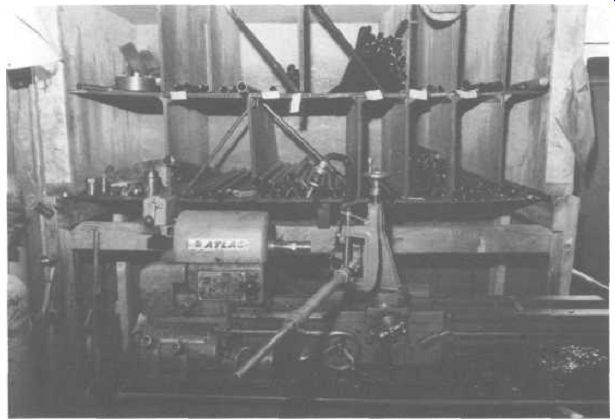
Figure 1-4: Proteus Design uses a lathe to precisely miter tubes before
brazing. The tube is placed on the movable table which is set to the appropriate
angle of the cut. It is then fed toward the rotating chuck which cuts a
perfect miter.
... custom frame is the practice of mitering all the tubes. Simply stated, a mitered tube is shaped to fit around the tube it butts against. The un-mitered tube leaves room for movement inside the lug under extreme stress. The tube that has been mitered cannot move. Careful mitering can be time consuming, but its importance is recognized by all expert frame builders. Surprisingly, some so-called quality builders do a mediocre job of mitering tubes and many of the smaller builders (even some of the famous European builders) still miter a tube by hand. Greater accuracy is insured if the mitering process is done on a precision machine. Figure 1-4 is a photograph of the lathe that Proteus Design in College Park, Maryland, uses to miter tubes. The tube is attached to a moving platform on the lathe and set at the angle of the frame to be produced. It is then guided toward the rotating chuck which cuts a perfect miter. Pre-mitered tubes can be seen on the shelves above the lathe.
After the tubes and lugs have been properly sized and prepared, the pieces are ready to be brazed, which introduces another critical step. How does the builder hold all the pieces and at the same time braze them in perfect alignment? Some builders use a jig to guarantee that everything fits properly, doesn't move around when being brazed, and maintains perfect alignment during the brazing process. A typical jig is relatively simple and usually is designed and constructed by each individual frame

Figure 1-5: Fork jigs are usually fairly simple and variations between
builders are slight. This is a jig used by Bob Jackson ( section 5). The
fork has just been brazed and therefore has a very rough appearance.
builder. The variation in jigs reflects different construction philosophies of the builders. Not every builder is convinced of the benefits of using a frame jig. Many builders believe that the jig can create inborn stresses that result as the tubing cools.
There are two other basic methods of brazing the frame-with pins or with tack brazing. Usually builders who braze with pins believe that it is the only acceptable way to build a frame and those that tack-braze believe it's the only acceptable way. Most builders tack or pin the tubes inside the lugs, recheck angles and alignment and, if everything is acceptable, complete the brazing of the frame. Each method accomplishes the same goal which is to temporarily attach the tube to the lug in such a way that if the alignment has been affected, the entire joint does not have to be dismantled. Individual preferences will be discussed in the sections dealing with each builder. The frame builder must check to see that his pinning or tacking has not caused any stresses. He must learn to apply exactly the amount of heat that is required for …
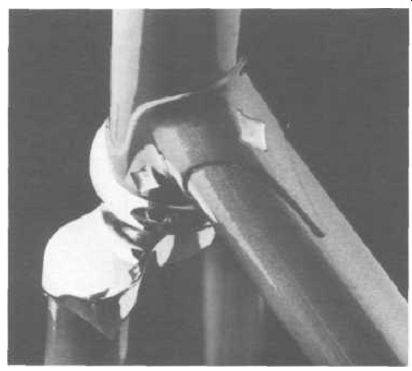
Figure 1-6: Simple diamond-shaped lug cutout on a Pogliaghi track bicycle.
… the brazing rod that is being used. Lack of attention during the critical brazing process can totally nullify the benefits of good tubing and good lugs.
One feature of a custom frame that has been thought of as primarily cosmetic in nature is the Jug cutout (figure 1-6). Many builders believe that, in addition to reduced weight, the cutouts provide a "window" to see how the braze is flowing during the brazing operation. Some builders believe that the cutout reduces surface tensions that occur during the brazing process.
Forks
Like the main triangle, the forks and stays involve several different designs and construction procedures. The fork is an interesting and complex part of the bicycle since it is the prime contributor to how the bicycle will handle. It consists of the fork tips, blades, reinforcing tangs, crown, and steering column. Its shape can increase or decrease responsiveness, comfort, and safety. Most quality builders use Campagnolo fork tips. However, there are many others (Shimano Dura-Ace, Sun Tour, Simplex, Huret) that are satisfactory. The fork blades and steering columns are produced by the major tube manufacturers and the fork crowns are usually produced by the major lug manufacturers.
There are three types of construction for fork crowns- pressed steel (stamped), forged, and cast. Pressed crowns are
Long Short
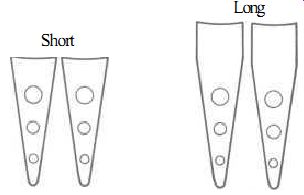
Figure 1-7: Detail: reinforcing tang (see figure 1-1).
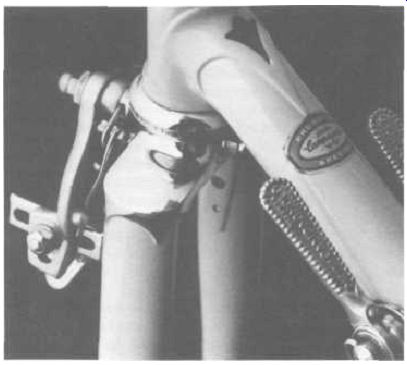
Figure 1-8: More complex cutout on a Guerciotti road bicycle.
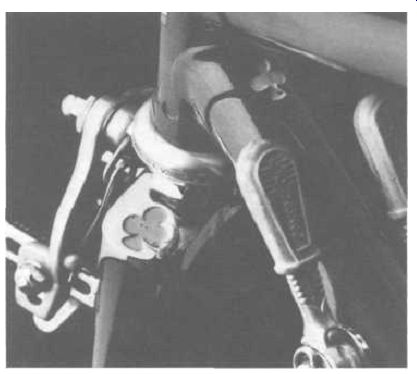
Figure 1-9: This cutout is so famous that it immediately identifies the
builder as Ernesto Colnago. In this case, the clover leaf also appears
on the semi-sloping fork crown.
...... usually found on inexpensive production bicycles although there are certain custom frame builders who prefer the pressed crowns.
They are the weakest of the three crowns. In general, quality frame builders depend on forged or cast crowns according to the use of the bicycle. Like a forged hand tool, the forged crown is produced with the grain of the steel "in line." They are very strong but they require a great deal of filing to properly clean their pitted finish.
Like cast lugs, the cast crown is extremely expensive, very strong, and usually comes with the greatest degree of accuracy in tolerances. There are three basic designs of fork crowns: semi-sloping, fully sloping, and the flat crown. Each has a number of advantages and disadvantages:
Semi-sloping--The semi-sloping crown is becoming the most popular crown on custom frames. It is sometimes known as an Italian section because it is designed to fit the large section, 19-mm. oval blades that, until recently, have been available only in Columbus tubing. It is often preferred for criterium-type riding because it is light, very strong, and has great strength against the lateral pressures encountered in high-speed cornering.
Fully sloping
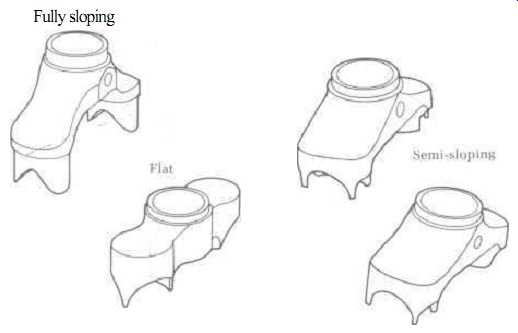
Figure 1-10: Fork crowns in cast steel.
Fully sloping--This fork crown is often referred to as the Italian sloping or the Cinelli crown because it had been developed originally by Cino Cinelli. It is the strongest fork crown available but it is also very heavy. There are many opposing opinions on the benefits of this type of crown. Its chief disadvantage is its weight. The fully sloping crown is considerably heavier than the flat or semi-sloping crowns. Furthermore, many people do not like it because it is so strong that a front-end collision will usually bend the frame tubes without any damage to the fork crown or, in many cases, the entire fork. Some riders would prefer replacing a bent fork since it is considerably less expensive than a new frame, however, Signore Cinelli believes that a fork should never break since the rider will be unable to control his bicycle in the event of a broken fork. Since a broken frame is usually ridable, it presents less of a safety hazard than a broken fork. Signore Cinelli's other rationale for the fully sloping design are covered in more detail in section 14.
Another controversy involving the fully sloping crown is its unique method of fork blade attachments. It is an integral crown and the fork blades fit over the crown. All other crowns fit over the fork blades. Some builders believe that the fully sloping crown is more difficult to use since it requires more careful fitting and brazing. There is an increased possibility of overheating the fork blades since the heat from the torch must pass through the fork blades to reach the crown.
Flat--The flat crown is not quite as strong as the semi- and the fully sloping crowns. It has been very popular since it is strong enough for average use and it is the easiest crown for the builder to use. This crown is available in both road and track configurations.
Although the fork crown can contribute to the style of the bicycle and some increased rigidity, all of the three types of fork crowns are stronger than the fork blades that are attached. Most fork failures occur immediately below the fork crown and are a direct result of the effects of extended use of tubes that have become brittle from overheating, or they result from crash dam-

Figure 1-11: This microfusione (cast) fork crown carries the logo of its
builder-Gios-Torino.
Fork blades also vary in design according to their use. Since a road bicycle is fitted with brakes, the fork blade must be oval to eliminate the shuddering which would otherwise result under hard braking. Track bicycles, which have no brakes, have round fork blades due to the greatly increased stresses caused by centrifugal force and side-loading caused by the banking of a track. Since tracks have a smooth surface, the necessity for a fork to act as a shock absorber is reduced.
Fork design has changed with the improvement in roads.
Years ago, forks had a great deal of bend at the bottom which was necessary for adequate shock absorption. Racing bicycles of the fifties had more rake (bend) than the touring bicycles today.
Current thinking in fork design is that as the radius of the bend in the fork is increased, the strength of the fork is also increased.
Chainstays and Seatstays
Of all the parts of the frame, the chainstays seem to generate the smallest amount of controversy. Some builders prefer round chainstays, some prefer oval, and some prefer round with indentations for tires and chainwheels. Most builders do not believe that there is a significant difference in actual use. How ever, there are some differences noted in the method of attaching the seatstays to the seat lug. Many builders vary the method of attaching seatstays in response to the customer's request (which is often the result of "style"). Some (notably Cinelli) have firm beliefs in the advantages of a particular style. There are three basic styles: fastback, semi-wrap, and wrapover (or fully wrapped).
Most builders agree that the fastback stay is the weakest of the three. It is primarily used on time trial or pursuit bicycles. The fastback stay is rarely used on touring bicycles since the seatstays attach to the back of the seat tube or seat lug and the clearance is
---------------- 16 mm.
Flat 16 mm.
Concave Curve 12 mm.
Concave Curve 12 mm.
Flat
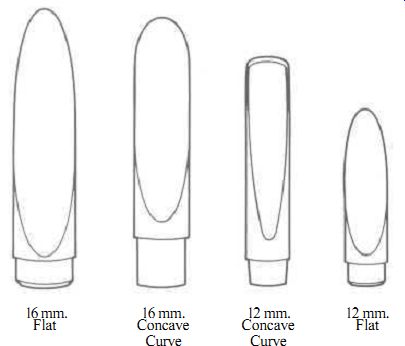
Figure 1-12: Seat lug top eyes.
---------------------
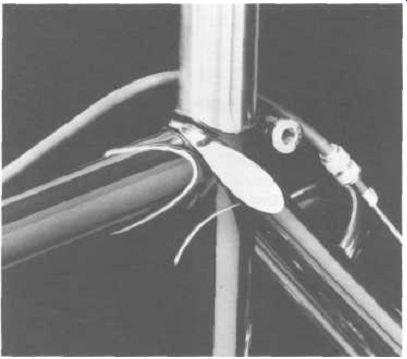
Figure 1-13: Wrap-over or fully wrapped seatstay. This style of stay attachment
is primarily popular with the British builders. It is strong but heavier
than the semi-wrap or most fastbacks.

Figure 1-14: The semi-wrap stay can be made in two ways. It can be chamfered
with a plate brazed over the opening, or it can be a plug such as ones
sold by the lug manufacturers. Guerciotti uses the flat surface to personalize
his frames.
--------------
... too narrow to permit room for fenders and clincher tires. The chief advantage of this stay is its light weight and clean appearance.
The semi-wrap seatstay attaches to the side of the seat lug.
Some builders prefer to chamfer the stay and braze a top plate to fill the hollow section. Others cut of f the stay near the top and install a plug. The semi-wrap is usually considered to be the strongest type of seat cluster.
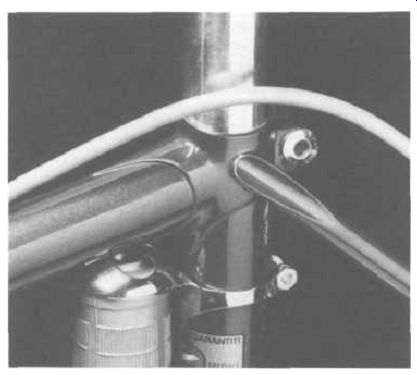
Figure 1-15: This semi-wrap style is usually accomplished with a "plug." This
is a 12-mm. stay such as found on a 49-cm. Colnago road frame.
The wrapover seatstay is strong but has the disadvantage of being the heaviest means of attaching the seatstays. The actual attachment of the seatstays is accomplished like the semi-wrap, except the two ends are connected by filling the space with braze.
The wrapover is then filed to achieve its smooth lines. This design is seen primarily on frames of British manufacturers.
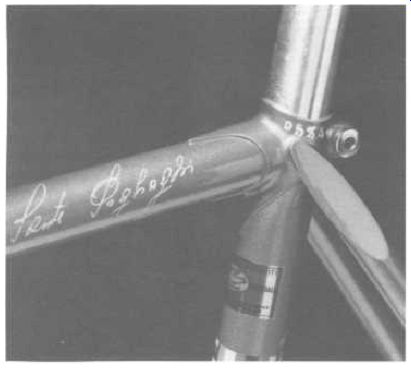
Figure 1-16: Note the beefy-looking, 16-mm. semi-wrap stay used on this
58-cm. track bicycle. Pogliaghi (see section 16) adds a personal touch
to his bicycles with a transfer of his signature on the top tube.

Figure 1-17: A completely different variation of the semi-wrap stay. This
is a chamfered stay which has a curved top plate brazed over the opening.
Unlike most builders, Cinelli believes that the seat lug is extremely important. All Cinelli frames come with a unique cast seat lug that is far stronger than any other seat lug. Since most builders do not believe that the additional strength is necessary, they do not use the cast seat lug because of its additional weight.
When we discussed his reasons for using the cast seat lug, Cinelli advised us that the additional strength was only one factor in the decision. Another essential factor is reduced wind resistance caused by the location of the seatstays behind the seat tube! Now that we have reviewed the basic construction and building philosophy of a quality lightweight frame, let's take a ...
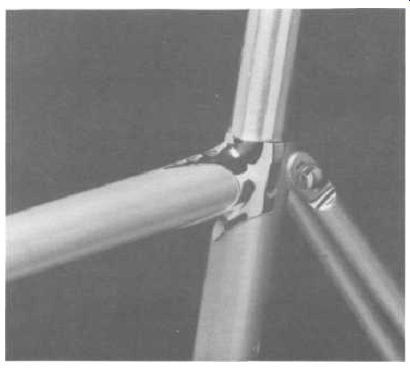
Figure 1-18: This is the unique Cinelli cast seat lug. Signore Cinelli
believes it is superior to every other seat lug because its casting is
stronger than the pressed lug, its stay attachment is perfectly centered
at the same height as the center line of the top tube, and its rear mounting
is unequaled for aerodynamic efficiency.
Figure 1-19: Fastback seatstay. This style is preferred by many time trialists because it gives the appearance of being light. In reality, it can be heavier than the semi-wrap stay because large amounts of metal are needed for the seat lug to attach the seatstays near the seat binder bolt.
... look at some ways to determine if the frame is "well built." The use of special tools for measuring and testing the frame is covered in section 3.
Frame Checks You Can Perform
1. Examine overall finish of the frame. Are there gaps between the lugs and the tubes? Gaps indicate that the builder did not totally fill the space between the tube and the lug with braze. It can be an indicator that the emphasis during the building process was placed on quantity not quality. The size of ...
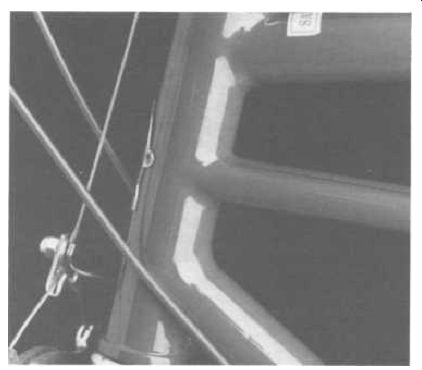
Figure 1-20: A lugless frame-a method of attaching the head tube to the
down tube and top tube is called bronze welding or fillet brazing.
... the gap is particularly important if the frame has been silver brazed, since the strength of the joint is drastically reduced if the gap is over .003 inch. Is the brazing around the lugs well done? Around the fork tips? Are there signs of file marks? File marks are another indicator that the builder was in a hurry; however, they should only be used as an indicator. French builders, in particular, do not believe that the finish of the frame is as important as the care given to assembly. American builders, on the other hand, often file the lug to paper-thin proportions-a practice that most expert builders regard as a poor practice.
2. Check fork tips to see if the inside (where the axle goes) has been machined or filed. Sometimes a builder who is trying to hide unequal length stays or fork blades will increase the depth of opening of one fork tip to obtain proper alignment.
3. Are the threads clean in the bottom bracket? Most builders will take the time to clean up the threads after they have finished building the frame. Install the bottom bracket cups to check if the bottom bracket has been faced (cut of f squarely). If the bottom bracket has not been faced, you will have to do it yourself, which requires expensive special tools, or pay a good bicycle shop to do it for you. As the cups are being screwed in, check to see if the bottom bracket is round or egg shaped. Unfortunately, the bottom bracket can become distorted and there is no way to fix an egg shaped bottom bracket without replacing it!
4. Are the tubes mitered in the bottom bracket? The degree of care in the inhering can be seen only in the bottom bracket. By sticking your finger inside the tube you can also determine whether the builder used pins to keep the frame aligned while he was brazing.
5. Stick your finger inside the bottom bracket and the seat tube. If the tubes have been overheated it may be possible to feel slight distortions. Also, if the bicycle is not built with seamless tubing you may, in some cases, be able to feel the seam.
6. With one hand, squeeze the rear dropouts and then the fork ends. After performing this test on several different bicycles, it becomes a relatively reliable means of determining the "stiffness" of the frame.
Remember, however, that stiffness in itself does not guarantee a good frame.
Most of the time, purchasing a bicycle frame from a reputable builder will eliminate buying a "bad" bicycle. Sometimes a good-looking frame can be an absolute disaster, however. One example that demonstrates this is a situation we experienced while operating our bicycle shop. One of our club riders won a frame in a race and we initially agreed to sell it for him through the store. Unfortunately, the rider had to practically pay someone to take the frameset because of all its problems. The rear end was bent over 1.5 inches to the left and the bottom bracket was incorrectly tapped so that the fixed cup had to be inserted on the wrong side (English threads). The adjustable cup had to go behind the chainwheel! The front forks were so twisted that the forks had to be spread to install the front wheel. But the frame had a nice paint job.
To reduce the possibility of a purchase you will later regret, ask bicycle enthusiasts for their experiences with frames. There is one foolproof test of a frame--give it 10 years of hard use. Talk to people who own the type of frame you are interested in purchasing.
Now that we have reviewed basic frame design and components, let's take an in-depth look at the two most popular brands of tubing used in high-quality lightweight frames.